In steady-state operation a 980 MW combined-cycle plant is, broadly, a known quantity. Heat rate falls in a narrow band. The dispatcher knows what to expect.
The cost offer that earns the plant dispatch revenue is not a commercial judgment — it is a physical measurement. Specifically, it is derived from the plant's heat consumption curve, the same artifact in every wholesale market that uses merit-order dispatch.
That relationship is not assumed from OEM data. It is measured under field conditions, validated against ASME PTC test protocols, and submitted as part of the market-entry dossier — the MEM migration dossier in Mexico, equivalent submissions elsewhere.
What the curve is, in physical terms
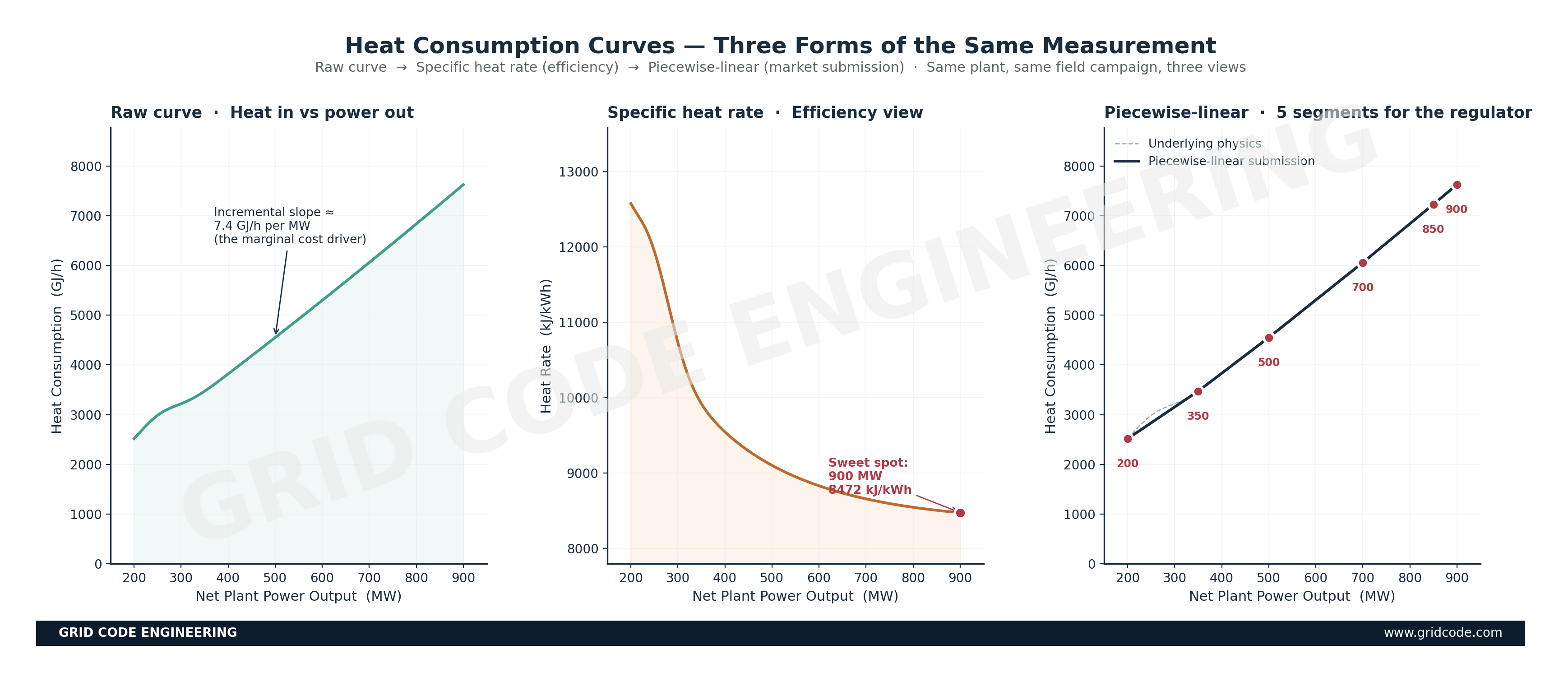
The raw curve plots GJ/h of fuel input against net MW output. For most thermal plants, the curve is approximately linear above minimum stable load. The specific heat rate curve plots kJ/kWh against net MW — the U-shape that reveals efficiency. The piecewise-linear curve is the regulator-facing artifact: 3 to 6 linear segments across the operating range, with constant incremental heat rate per segment.